Pânzele circulare sunt discuri tăietoare esențiale pentru debitarea precisă a lemnului (moale/tare), PAL, MDF, materiale plastice, metale neferoase sau compozite, oteluri si inox, utilizate în tâmplărie și industrie. Disponibile în variante monometalice sau cu plăcuțe (carburi metalice), acestea oferă tăieri longitudinale/transversale rapide, adesea prevăzute cu fante anti-vibrații pentru reducerea zgomotului.
Intrebari frecvente:
- Ce tipuri de panze pentru fierastrau circular exista?
- Neplacate (monometalice): Ideale pentru uz general, reascuțibile, adesea folosite pentru tăieri de retezat.
- Placate (carburi/Widia): Durabilitate ridicată, potrivite pentru materiale dure, pal, MDF.
2. Cu ce fel de unete se pot folosi panzele circulare?
Fierăstraie circulare cu masă, circulare de mână, polizoare unghiulare și mașini de debitat.
3. Cum sa aleg o panza circulara?
Alegerea unei pânze depinde de materialul prelucrat, tipul de tăiere (longitudinal/transversal) și utilajul utilizat.
Pentru a obține rezultate bune și o tăiere de calitate se impune alegerea corect a discului de tăiere (numărul dinți/inch) în funcție de tipul și dimensiunile materialului debitat. De asemenea pentru a obține o tăiere optimă este esențială alegerea corectă atât a vitezei de tăiere cât și a avansului. Există o legătură foarte strânsă între cei doi parametri. De exemplu, la o viteză prea mare corelată cu un avans normal piesa prelucrată este mai degrabă polizată decât tăiată. Fierăstrăul se supraîncălzește iar performanțele de tăiere sunt diminuate.
Alegerea corectă a discului se face în raport cu:
1. Secțiunea materialului
2. Tipul materialului
| Oțel până la 1200 N/mm2 | Oțel până la 1500 N/mm2 |
Oțel până la 1500 N/mm2
|
Oțel
inoxidabil
|
Fontă | Aluminiu | Bronz | Alamă | |
|
Profile
(grosimea peretelui)
|
Pasul danturii
(mm)
|
|||||||
|
până la 1 mm
|
3
|
3
|
3
|
3 |
-
|
4
|
4
|
4
|
|
1.0 - 1.5 mm
|
3
|
4
|
4
|
4
|
-
|
5
|
5
|
5
|
|
1.5 - 2.0 mm
|
4
|
5
|
4
|
5
|
-
|
6
|
6
|
6
|
|
2.0 - 3.0 mm
|
5
|
5
|
5 |
5
|
-
|
7
|
7
|
7
|
|
peste 3 mm
|
5
|
6
|
6
|
6
|
-
|
8
|
8
|
8
|
|
Materiale pline
(grosime)
|
Pasul danturii
(mm)
|
|||||||
|
10 - 20 mm
|
5
|
5
|
5
|
5
|
5
|
6
|
6
|
8
|
|
20 - 40 mm
|
6 |
8
|
6
|
6
|
6
|
8
|
8
|
10
|
|
40 - 60 mm
|
8 |
10
|
10
|
8
|
8
|
12
|
10
|
12
|
|
60 - 90 mm
|
10 |
12
|
12
|
11
|
11
|
16
|
13
|
14
|
|
90 - 110 mm
|
12 |
14
|
14
|
14
|
14
|
18
|
15
|
17
|
|
110 - 130 mm
|
14 |
16
|
16
|
16
|
16
|
20
|
17
|
19
|
|
130 - 150 mm
|
14
|
18
|
16
|
16
|
16
|
20
|
19
|
20
|
 |
1 Forma normala de dinte, inclinatie pozitiva (fata de degajare) 2 Forma dintelui cu ceafa, inclinatie pozitiva si gol rotund de dinte 3 Dinte cu limitarea grosimii de aschiere 4 Dinte cu inclinatie negativa (fata de degajare) 5 Dinte cu inclinatie 0˚ (fata de degajare) 6 Goluri pentru sistemul de franare 7 Element racire 8 Dinte geluitor intern 9 Dinte geluitor de periferie 10 Locas pana 11 Locas de dilatare 12 Locas de dilatare cu pastila de Cu 13 Locas de dilatare |
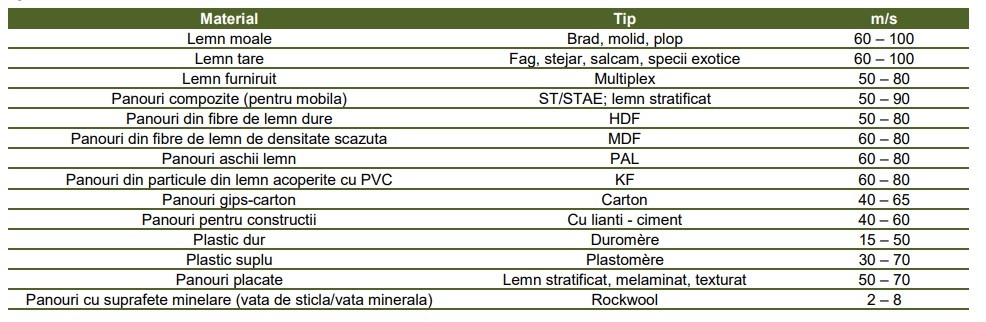
Viteze de taiere recomandate (in m/s) pentru diferite materiale, cu panze circulare cu dinti placati CMS
Determinarea diametrului optim al panzei circulare in functie de turatia motorului si a vitezei de taiere optime
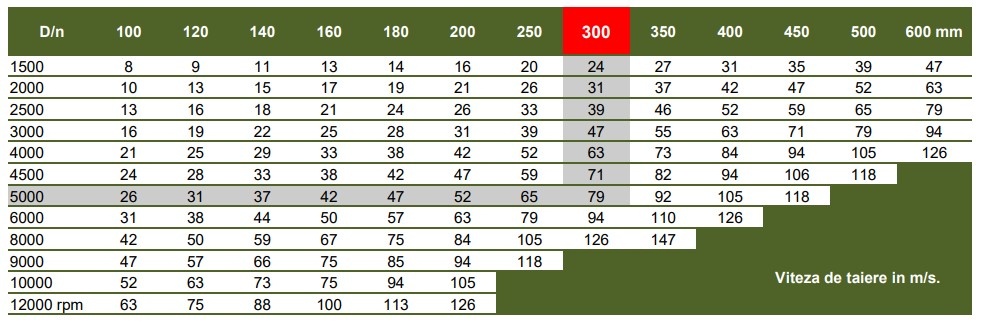
Exemplu: la turatia de 5.000 rpm cu viteza de taiere 79 m/s rezulta o panza cu diametrul de 300 mm
Determinarea numarului de dinti taietori ai panzei in functie de avansul pe dinte, turatie si viteza de avans
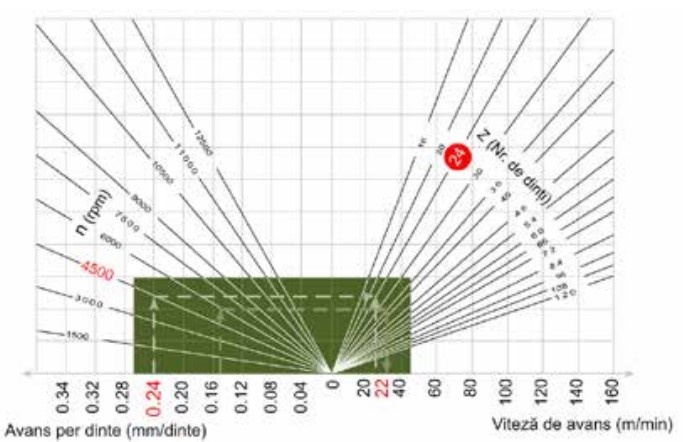 |
ATENTIE: la aceelasi diametru al panzei circulare numarul mic de dinti se utilizeaza pentru taierea in lungul fibrei lemnului (spintecare, tivire) iar numarul mai mare de dinti taietori pentru taiere transversal pe fibre (taierea la lungime, retezare |
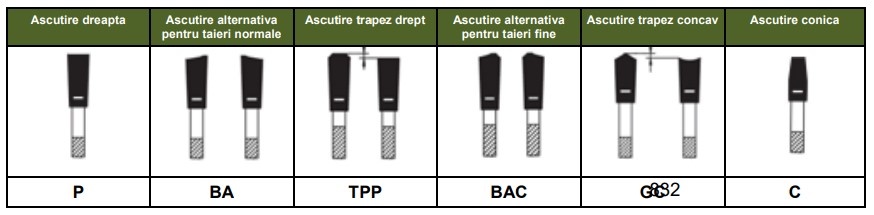
Modalitati de ascutire a fetei de asezare la dintii taietori ai panzelor circulare placate CMS